

Diferente da situação que existe com a Manutenção Centrada na Confiabilidade (MCC), não existem padrões reconhecidos internacionalmente para executar a Otimização da Manutenção Preventiva. Uma rápida pesquisa bibliográfica usando o termo Otimização de Manutenção Preventiva revela que há vários artigos acadêmicos sobre o assunto e uma ampla gama de abordagens adotadas por diferentes fornecedores e consultores no campo.
Essas abordagens podem ser divididas em dois campos:
- Abordagens quantitativas ou estocásticas – que normalmente usam estatísticas, funções de risco, análise de Weibull, análise de Monte Carlo e / ou modelos de Markov para simular probabilidades e consequências de falhas ao longo do tempo;
- Abordagens qualitativas (ou semi-quantitativas) – que geralmente aplicam conceitos e abordagens importantes da Manutenção Centrada na Confiabilidade, mas que buscam chegar aos resultados mais rapidamente do que seria o caso se usasse uma abordagem MCC completa.
Neste artigo, será focado o segundo desses dois campos.
Para otimização da MP será realizado um tipo de “MCC reversa”, e é essa abordagem que será descrita neste artigo.
Essa abordagem consiste em fazer as sete perguntas a seguir sobre o ativo ou sistema em análise:
- Tarefas atuais de MP – quais são as tarefas atuais de MP que estão sendo executadas?
- Modos de falha – que modos de falha as MP evitam?
- Falhas em serviço – que falhas em serviço estão ocorrendo atualmente e quais são suas causas?
- Falhas ocultas – quais dispositivos e sistemas de proteção existem e quais são os possíveis modos de falha associados a eles?
- Consequências da falha – de que maneira cada falha impacta?
- Tarefas proativas – o que pode ser feito para prever ou impedir cada falha?
- Ações padrão – o que deve ser feito se uma tarefa proativa adequada não puder ser encontrada?
Cada uma dessas perguntas é discutida brevemente abaixo.
Tarefas atuais de MP
Um dos principais conceitos da Manutenção Centrada na Confiabilidade é que todas as tarefas de manutenção preventiva devem ser direcionadas à prevenção de modos de falha específicos (ou causas da falha). Na Otimização da MP, como o objetivo principal é revisar e otimizar o atual programa de Manutenção Preventiva, o ponto de partida é começar pela montagem de todas as tarefas que esse programa de Manutenção Preventiva consiste. Observe que será essencial ser bem específico em relação às tarefas que estão sendo executadas. Por exemplo, uma tarefa de Manutenção Preventiva descrita como “serviço de 500 horas” precisaria ser dividida nas várias tarefas nas quais o serviço de 500 horas consiste. Isso precisa ser feito para que (na próxima etapa) o Modo de Falha (ou Modos) que cada tarefa está abordando possa ser identificado e revisado criticamente.
Observe que essas tarefas (e os detalhes contidos nelas) podem existir em vários sistemas diferentes. Idealmente, todos eles estariam contidos no seu sistema CMMS ou EAM, mas geralmente não estão. Por exemplo, o CMMS pode conter uma atividade de MP intitulada “Executar análise mensal de vibração”, mas os detalhes de qual equipamento é analisado e para o qual é analisado podem estar contidos em um sistema de monitoramento de condições separado. Também é importante incluir atividades de manutenção de rotina ou inspeção de equipamentos executadas pelos operadores da planta nesta análise, e os detalhes deles geralmente não estão contidos no sistema CMMS ou EAM.
Modos de falha
Depois que cada tarefa atual da MP for identificada, a próxima etapa do processo de otimização da MP é identificar os modos de falha aos quais essas tarefas se destinam. Nesse contexto, observe que consideramos um “modo de falha” uma causa de falha. Ao executar essa análise, é importante limitar a análise a modos de falha com “probabilidade razoável” de ocorrer no mesmo equipamento ou em um equipamento similar, operando no mesmo contexto. Isso requer elementos de experiência e julgamento de engenharia. Também é importante garantir que as causas são descritas em detalhes suficientes para garantir que não seja desperdiçado tempo e esforço tentando tratar os sintomas em vez de causas.
Falhas em serviço
Nesta etapa precisamos adicionar, à lista de modos de falha considerados, aqueles modos de falha que não foram bloqueados como resultado das rotinas de Manutenção Preventiva que foram implementadas. Isso exige que obtenhamos detalhes do histórico de falhas do equipamento ou sistema que está sendo analisado. Mais especificamente, também exige que possamos identificar as causas dessas falhas. O ponto de partida para isso é obter dos detalhes do CMMS ou EAM as quebras e / ou ordens de serviço não planejadas que foram levantadas do equipamento. No entanto, também devemos reconhecer que, no mundo real, na maioria dos setores, esse histórico de ordem de serviço provavelmente será incompleto, possivelmente impreciso e também não deverá registrar com precisão a causa da falha do equipamento (pelo menos no nível de detalhe necessário para revisar o programa de MP). É altamente provável que, neste momento, você precise complementar os dados contidos em seus sistemas de informações corporativos com o conhecimento contido nas cabeças daqueles que operam e mantêm a planta. Outra fonte potencialmente útil de informações sobre as falhas do equipamento é o registro de tempo de inatividade ou perda da sua organização, se houver. No entanto, mais uma vez, é altamente recomendável combinar isso com o conhecimento e a experiência dos operadores e mantenedores de sua planta, a fim de garantir que você tenha uma imagem completa e precisa de quais falhas estão ocorrendo no equipamento.
Para cada falha, você deve identificar o modo de falha (ou causa) e adicioná-lo à lista gerada na 2ª etapa deste processo.
Falhas Ocultas
Há uma classe final de modos de falha que você deve considerar em sua análise de Otimização da MP. Esses são modos de falha que podem não estar sendo evitados através da MP existente (portanto, não aparecerá na lista de modos de falha gerados na Etapa 2) e podem ter realmente acontecido, mas não aparecerão no seu histórico de falhas (e, portanto, não serão adicionados na Etapa 3). Estes são os modos de falha ocultos. Na terminologia MCC, uma falha oculta é aquela que, quando ocorre por si só, não se torna aparente em circunstâncias normais (a menos que haja uma tarefa de MP para detectá-la). Um exemplo disso é a falha de um detector de fumaça. Se não houvesse uma tarefa de MP para testar periodicamente o detector de fumaça, sua falha não se tornaria aparente até que ocorresse um incêndio (e as consequências disso poderiam ser desastrosas). As falhas ocultas geralmente são associadas a dispositivos e sistemas de proteção que não são à prova de falhas. Isso pode incluir alarmes, intertravamentos, trips, equipamentos stand-by e muitos outros dispositivos e sistemas.
Para garantir que consideremos falhas ocultas em nossa análise de otimização da MP, recomenda-se que se dedique especificamente a procurar dispositivos e sistemas de proteção no equipamento que está sendo analisado, e a identificar modos de falha ocultos associados a esses sistemas. Esses modos de falha devem ser adicionados à lista de modos de falha gerados nas etapas 2 e 3.
Até agora, nesse processo, passou-se um tempo identificando os modos de falha para os quais o programa de Manutenção Preventiva precisa ser otimizado. Até o momento, foi em grande parte um exercício de coleta de dados. Nas etapas a seguir, serão analisados esses dados e a tomar decisões sobre as tarefas de MP mais apropriadas para evitar cada um dos modos de falha.
As três etapas a seguir são essencialmente idênticas às três etapas finais no processo da MCC.
Consequências da falha
Outro conceito-chave que sustenta a Manutenção Centrada na Confiabilidade é que o objetivo principal de um programa de Manutenção Preventiva não é necessariamente evitar ou minimizar as falhas, mas evitar ou minimizar as consequências dessas falhas. Há pouco sentido em gastar muito tempo e dinheiro evitando falhas que têm pouca ou nenhuma consequência associada a elas. Por outro lado, se uma falha tiver sérias consequências, pode-se justificar grandes esforços para evitar essas consequências. Dessa forma, o processo MCC concentra a atenção nas atividades de manutenção que têm maior efeito no desempenho da organização e desvia a energia daquelas que têm pouco ou nenhum efeito.
Esta quinta etapa do processo MCC classifica as consequências associadas a cada modo de falha como pertencentes a um dos quatro grupos a seguir:
- Consequências das falhas ocultas: falhas ocultas não têm impacto direto, mas expõem a organização a várias falhas com consequências sérias, geralmente catastróficas. (A maioria dessas falhas está associada a dispositivos de proteção que não são à prova de falhas).
- Consequências de segurança e ambientais: Uma falha tem consequências de segurança se puder ferir ou matar alguém. Tem consequências ambientais se levar a uma violação de qualquer padrão ambiental corporativo, regional, nacional ou internacional.
- Consequências operacionais: Uma falha tem consequências operacionais se afetar a produção (produção, qualidade do produto, atendimento ao cliente ou custos operacionais, além do custo direto do reparo).
- Consequências não operacionais: falhas evidentes que se enquadram nessa categoria não afetam nem a segurança nem a produção; portanto, envolvem apenas o custo direto do reparo.
Ao tomar essas decisões, precisamos considerar quais seriam os efeitos potenciais para cada modo de falha. Isso envolve considerar:
- Que evidência existe (se houver) de que a falha ocorreu?
- De que maneira (se houver) o modo de falha representa uma ameaça à segurança ou ao meio ambiente?
- De que maneira (se houver) o modo de falha afeta a produção ou as operações?
- Que dano físico (se houver) é causado pela falha?
- O que deve ser feito para reparar a falha?
O processo de avaliação de consequências desvia a ênfase da ideia de que todas as falhas são ruins e devem ser evitadas. Ao fazer isso, concentra a atenção nas atividades de manutenção que têm mais efeito no desempenho da organização e desvia a energia daquelas que têm pouco ou nenhum efeito.
Tarefas proativas
Na Otimização da MP (e MCC), as técnicas de gerenciamento de falhas são divididas em duas categorias:
- Tarefas proativas: são tarefas realizadas antes que ocorra uma falha, a fim de impedir que o item entre em um estado com falha. Eles adotam o que é tradicionalmente conhecido como manutenção ‘preditiva’ e ‘preventiva’, embora veremos mais adiante que o MCC usa os termos restauração programada, descarte programado e manutenção baseada em condições
- Ações padrão: tratam do estado com falha e são escolhidas quando não é possível identificar uma tarefa proativa eficaz. As ações padrão incluem detecção de falhas, reprojeto e operar até quebrar.
Muitas pessoas ainda acreditam que a melhor maneira de melhorar a confiabilidade do equipamento é fazer algum tipo de manutenção proativa rotineiramente. A sabedoria convencional sugeriu que isso consistisse em revisões ou substituições de componentes em intervalos fixos. A Figura 1 ilustra a exibição em intervalo fixo de falha.
Probabilidade de falha
Tempo
 Figura 1- Vista tradicional de falha de equipamento
Figura 1- Vista tradicional de falha de equipamento
A Figura 1 baseia-se no pressuposto de que a maioria dos itens opera de maneira confiável por um período de tempo e depois se desgasta. O pensamento clássico sugere que registros extensos sobre falhas nos permitirão determinar essa vida e, assim, fazer planos para tomar ações preventivas logo antes que o item falhe no futuro.
Esse modelo é válido para certos tipos de equipamentos simples e para alguns itens complexos com modos de falha dominantes. Em particular, as características de desgaste são frequentemente encontradas quando o equipamento entra em contato direto com o produto. As falhas relacionadas à idade também são frequentemente associadas à fadiga, corrosão, abrasão e evaporação.
No entanto, o equipamento em geral é muito mais complexo do que costumava ser. Isso levou a mudanças significativas nos padrões de falha, conforme mostrado na Figura 2. Os gráficos mostram a probabilidade condicional de falha em relação à idade operacional para uma variedade de itens elétricos e mecânicos.
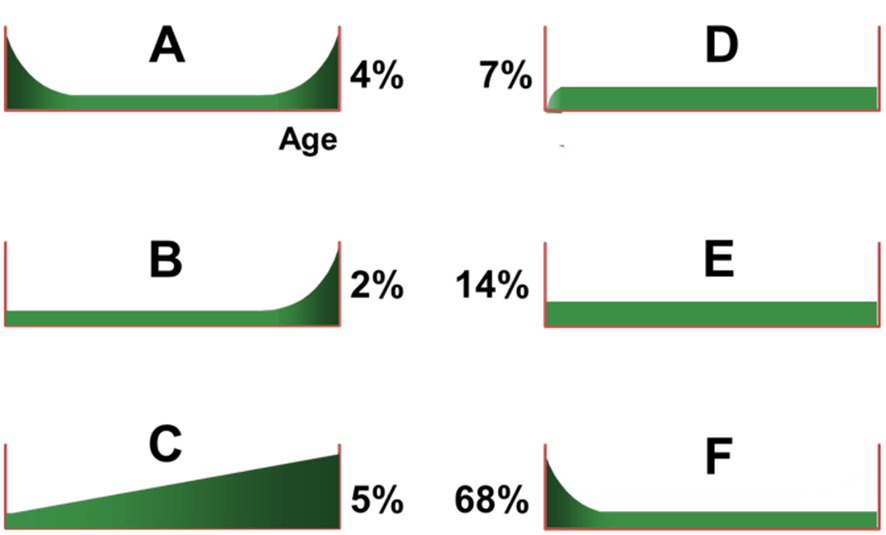 Figura 2 – 6 padrões de falha da MCC
Figura 2 – 6 padrões de falha da MCC
O padrão A é a curva da banheira bem conhecida. Começa com uma alta incidência de falha (conhecida como mortalidade infantil), seguida por uma probabilidade condicional de falha constante ou aumentando gradualmente e depois por uma zona de desgaste. O padrão B mostra probabilidade condicional de falha constante ou aumentando lentamente, terminando em uma zona de desgaste (a mesma que na Figura 1).
O padrão C mostra uma probabilidade condicional crescente de falha lentamente, mas não há idade de desgaste identificável. O padrão D mostra baixa probabilidade condicional de falha quando o item é novo ou acaba de ser reformado, depois um rápido aumento para um nível constante, enquanto o padrão E mostra uma probabilidade condicional constante de falha em todas as idades (falha aleatória). O padrão F começa com uma alta mortalidade infantil, que cai eventualmente para uma probabilidade condicional de falha constante ou que aumenta muito lentamente.
Estudos realizados por Nowlan e Heap na década de 1960 em aeronaves civis mostraram que 4% dos itens estavam em conformidade com o padrão A, 2% o B, 5% o C, 7% o D, 14% o E e nada menos que 68% ao padrão F. O número de vezes que esses padrões ocorrem em aeronaves não é necessariamente o mesmo que em outros setores. Mas não há dúvida de que, à medida que os ativos se tornam mais complexos, vemos cada vez mais padrões E e F.
Esses achados contradizem a crença de que sempre há uma conexão entre confiabilidade e idade operacional. Essa crença levou à ideia de que quanto mais frequentemente um item é revisado, menor a probabilidade de ele falhar. Hoje em dia, isso raramente é verdade. A menos que exista um modo de falha relacionado à idade dominante, os limites de idade pouco ou nada fazem para melhorar a confiabilidade de itens complexos. De fato, as revisões programadas podem realmente aumentar as taxas gerais de falhas, introduzindo a mortalidade infantil em sistemas outrora estáveis.
Como mencionado anteriormente, a Otimização da MP e o MCC dividem tarefas proativas em três categorias, da seguinte maneira:
- Tarefas de restauração programadas;
- Tarefas de descarte programadas;
- Tarefas de manutenção baseadas em condições;
- Tarefas de restauração e descarte agendado.
A restauração programada envolve a remanufatura de um componente ou a revisão de uma montagem antes ou depois de um limite de idade especificado, independentemente de sua condição no momento. Da mesma forma, o descarte programado implica descartar um item antes ou dentro de um limite de vida especificado, independentemente de sua condição no momento.
Coletivamente, esses dois tipos de tarefas agora são geralmente conhecidos como Manutenção Preventiva. Eles costumavam ser de longe a forma mais usada de manutenção proativa. No entanto, pelas razões discutidas acima, elas são muito menos usadas do que costumavam ser.
A necessidade contínua de evitar certos tipos de falhas e a crescente incapacidade das técnicas clássicas de fazê-lo estão por trás do crescimento das abordagens baseadas em condição para o gerenciamento de falhas. A maioria dessas técnicas se baseia no fato de que a maioria das falhas avisa que elas estão prestes a ocorrer. Esses avisos são conhecidos como falhas potenciais e são definidos como condições físicas identificáveis que indicam que uma falha funcional está prestes a ocorrer ou está em processo de ocorrência.
As novas técnicas são usadas para detectar falhas em potencial, para que sejam tomadas medidas para evitar as consequências que podem ocorrer se degenerarem em falhas funcionais. Eles são chamados de tarefas baseadas em condições porque os itens são deixados em serviço com a condição de que continuem a atender aos padrões de desempenho desejados. Tarefas baseadas em condições podem incluir o uso de tecnologia sofisticada, como Análise de Vibração, Termografia, Análise de Óleo, Ultrassom e outras, mas também podem incluir técnicas simples, como inspeção visual. Usadas adequadamente, as tarefas sob condição são uma maneira muito boa de gerenciar falhas, mas também podem, se não aplicadas da maneira correta e com a frequência certa, ser uma perda de tempo cara.
Na Otimização da MP, usamos o mesmo processo estruturado de tomada de decisão usado no MCC. Isso possui critérios de avaliação claros e permite que decisões relacionadas à seleção da Tarefa Proativa apropriada sejam tomadas com confiança.
Ações padrão
A Otimização da MP e o MCC reconhecem três categorias principais de ações padrão, como a seguir:
- Detecção de falhas: as tarefas de detecção de falhas envolvem a verificação periódica de funções ocultas para determinar se elas falharam (enquanto as tarefas baseadas em condições implicam a verificação de alguma falha).
- Reprojeto: reprojeto implica fazer qualquer alteração pontual na capacidade interna de um sistema. Isso inclui modificações no hardware e também cobre alterações únicas nos procedimentos.
- Operar até falhar: como o nome indica, esse padrão implica não fazer nenhum esforço para antecipar ou impedir os modos de falha aos quais é aplicado e, portanto, é permitido que essas falhas ocorram e depois sejam reparadas.
Conclusão
Espero que isso tenha lhe dado uma amostra do que é a Otimização da MP. A CSGM pode revisar o seu Plano de Manutenção Preventiva e melhorar ainda mais o resultado do seu negócio. Consulte-nos.